����ԭ�d�ڡ���(n��i)�ɹŽ��������������ߣ��V�|ʡ���̸������WУ ��ˇ
ժҪ�����Ľ�B�����S��ʽ��(sh��)��㊴����`��ęz�y�������������ģ��Փ��ܛ���a�����g(sh��)�����������ЈD�x��SJ6000 �������x�ڲ���׃�C����Ӳ����ǰ���� ZXK-32D ���S��ʽ��(sh��)��㊴��Ď��`���M�Мy������ģ�������ʩ�`���a���������C���`��ܛ���a�����g(sh��)��
�������������O(sh��)�䰲�b�ͱ��B(y��ng)���L�r�g�\������g���Ħ����ɵ�ĥ�p�Ȍ��C�����`��a(ch��n)�����Ǽӹ����Ƚ��͵���Ҫ��������������ߙC���ļӹ�������������Ҫ���C���M�Ў��`���a���������о������������(sh��)�ؙC���ڜض�׃��Ӱ푲������r���`���^�鷀(w��n)�������������ߙC�����ȿɲ�ȡ�`���a��?sh��)ķ�ʽ���������`��Įa(ch��n)���������z�y���a������(n��i)��ܶ��W���M����������о����� , ���ڸ��Ե���Փ���A(ch��)�Ϸքe�����˔�(sh��)�ؙC�����`���\�Ӕ�(sh��)�Wģ�ͺ��`����Rģ�� , ���`���a��?sh��)��о����`�ṩ�˷������
һ�����S��ʽ��(sh��)��㊴����`��z�y����
�C���Ď��`���ǙC���Y(ji��)��(g��u)ϵ�y(t��ng)���`������������`�������������C����������������Ď��Π���λ���`�����ߴ��`����b���`��������S��ʽ��(sh��)��㊴����`����Փ�Ͽ��_21�N����Ŀǰ�J�ɵ��о��Y(ji��)�����������`����R������Ҫ�Ў�� : ����`��ֱ�Ӝy�������C���`��y�����g�Ӝy������
��һ������`��ֱ�Ӝy����
����`��ֱ�Ӝy�������������P(gu��n)�y���x������(j��)�y������ , ����(sh��)�ؙC���ĸ�헎��`����һ�y�� , ���ɵõ����x�Ć�헎��`���(sh��)����m����һЩ���y(t��ng)�ęz�y���ߡ���������������������ˮƽ�x�y����(sh��)�ؙC����ʣ���D(zhu��n)���`�� ��������ü������x�b�Üy����(sh��)��㊴���ֱ�����`�
�������C���`��y������(sh��)���R��
�C���`��y������(sh��)���R���Dz��á���(sh��)�W���Rģ�� + �ض��c���gλ���`��y���C�����\����������r�³��F(xi��n)���`����������@�Æ���`�(sh��)��(j��)����C���`����R����ͨ�^��(sh��)�W��ģ , Ȼ�����ģ�͌���y���c�ľC���`���M�з��x���R , �Ķ��g�� �õ��C����헎��`���xɢֵ����
��������S��ʽ��(sh��)��㊴����`��Ľ�ģ��Փ
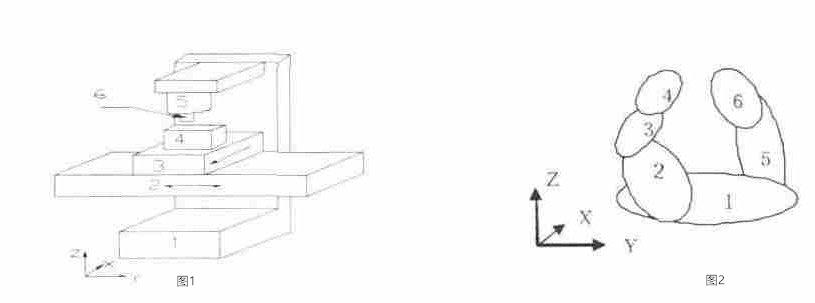
���J�ɵ��^�c���`�ģ�����S��(sh��)��㊴��`��y�������`���a��?sh��)��P(gu��n)�I�������(j��)���wϵ�y(t��ng)�\�ӌW��Փ���ؓ�Y(ji��)��(g��u)��Փ�� �����S��ʽ��(sh��)��㊴��Y(ji��)��(g��u)�����Y(ji��)��(g��u)ʾ��D����D����ʾ���ͳ�����ؓ�Y(ji��)��(g��u)�D����D����ʾ������������������������� ���S��������A(ch��)����2����֧��3���\���S����ɂ���֧�K���ǹ������͵��ߣ���
�����������`��ܛ���a�����g(sh��)
���`��ܛ���a�����g(sh��)��һ�Nֱ�������ڙC�����`���a���������ͨ�^����(sh��)�ؙC���ӹ�ָ���M�����_����ӹ����������p�َ��`���Ŀ�����Ŀǰ����(sh��)�ؙC�����`���a�����ȡܛ���a��?sh��)ķ�������֔?sh��)�س����㷨�����Ϳ�������������������a���ɷ֞�Ƕ��ܛ���ͅ���(sh��)��������(sh��)�س����㷨������ָ�������ڔ�(sh��)�ؼӹ��h(hu��n)��(ji��)�ͺ�̎���h(hu��n)��(ji��)�е�̎�����������(sh��)�س����a���ɷ֞��̎�����͔�(sh��)��ָ����������
���S��ʽ��(sh��)��㊴���ͨ�^��(sh��)��ָ����Ƶ��ߵ������\����������������ڶ��wϵ�y(t��ng)��Փ���������ȡܛ���a��?sh��)ķ������?sh��)��ָ���M�Ќ��r���������r�{(di��o)�����������\����ӹ������������`���a��ܛ���a���ɷ֞����ģ�K�����ģģ�K���a��ģ�K����y��ģ�K�IJ��֣���ԭ����ͨ�^�`���a��ܛ���Ĕ�(sh��)��ָ��������������Ĕ�(sh��)��ָ���(q��)�Ӕ�(sh��)�ؙC�������{(di��o)�����������\��܉�E��������p�ٵ��⌍�Hλ���c��Փλ��֮�g���`��������ӹ�����������������������ģ�K������ UG��CAXA ��ܛ���ɿ���������ֱ�^�����a��ǰ�����ķ���Ч�� �����ģģ�K��ͨ�^�O(sh��)��һϵ�еą���(sh��)����C����������(sh��)����������߳ߴ���������O(sh��)������ϵ�ȣ����F(xi��n)���S��(sh��)�ؙC���`��ģ�͵Ľ��� �������a��ģ�K������(j��)�y�����`�(sh��)��(j��)���`���a��ģ���a�������������딵(sh��)�س�����`�� ���y��ģ�K��ͨ�^�z�y�@ȡԭʼ��(sh��)��(j��)��������� X �S���`�����Y �S���`���������Z �S���`��������ֱ���`�������
������������x�y���c��ģ
�������x�y��һ�����һ�S�Ĝ��o�B(t��i)�y�����������������x�����^���λ���ٶ��y���^��ľ��x�������y�����ȸߣ� һ��� 0.1��m��������ڙz�yֱ���ȡ���ֱ����������cƫ�[��ƽ���������ƽ�жȵȎ��`��������x��(w��n)���Ժ��������ɔ_�������������܌��y����(sh��)��(j��)�M���Ԅ�̎�����m����һ��܇�g�l����ʹ��������
����ʹ�õ��ЈD�x�� SJ6000 �������x���H���ԄӜy���C�����`�������߀��ͨ�^ RS232 �ӿ��Ԅӌ��侀���`���M���a������ͨ�����a��������(ji��)ʡ�˴����r�g��������������ֹ�Ӌ��� �քӔ�(sh��)���I�������IJ������`��������ͬ�r߀���x�ñ��y�S�ϵ��a���c��(sh��)��ʹ�C���_��zui�Ѿ�����������������ߟo����ЙC������(sh��)���a��������֪�R���������x , ���Ԍ� X�������Y���Z ���S�M�зքe�y�������Ԝy�ÝL���������ƫ�[������������Լ�λ�ö��`������������� ��
X �S�y�� ���̶� Y �S�� Z �S��X �S�� A0 �c�Ƅӵ� A �c��� �yȡ��(sh��)ֵ��
Y �S�y�� ���̶� X �S�� Z �S�������Y �S�� B0 �c�Ƅӵ� B �c������� �yȡ��(sh��)ֵ�������
Z �S�y�� ���̶� X �S�� Y �S�������Z �S�� C0 �c�Ƅӵ� C �c��� �yȡ��(sh��)ֵ��
�塢ܛ���a�����g(sh��)�đ���
ZXK-32D ���S��ʽ��(sh��)��㊴�����(j��ng)����ˮ���������ͬ�r�S�o���B(y��ng)�����������L��ʹ�ú����@������������Ό��ּ�ڇLԇ��ߔ�(sh��)��㊴����ȣ��ڲ���׃�C����Ӳ����ǰ������������M�н�ģ�y���͌�ʩ�`���a�����քe���^��Cܛ���a��ǰ��ӹ���(sh��)��(j��)�������Д�ܛ���a�����g(sh��)�Ƿ���Ч������
ZXK-32D �����S��ʽ��(sh��)���F�����V�ݔ�(sh��)�ؙC������˾�� �Ļ�������(sh��)�� �������_��e(�����L )320mm��900mm ���Ͳۣ��۔�(sh��) - �ی� �� �۾ࣩ3-14��100 ��������_���d�������� 300kg �������_�����г̣�X ��550mm ������������_ǰ���г� ��Y ��320mm ���������S�������г̣�Z ��300mm ����������S�������_����x 50~350mm �����S���ľ���������܉����x 300mm ����������S�F��MT4 ���S늙C���� 1.5/2.2KW ��������S�D(zhu��n)�ٷ��� (6 �� ) 265~1815 r.p.m ����M�o�ٶ� 1~1500 mm/min �����������Ƅ��ٶȣ�m/min���������˵Ķ�λ���� X/Y/Z��0.04/0.03/0.03 mm ������������˵��؏Ͷ�λ���� X/Y/Z ��0.02/0.015/0.015 mm�����
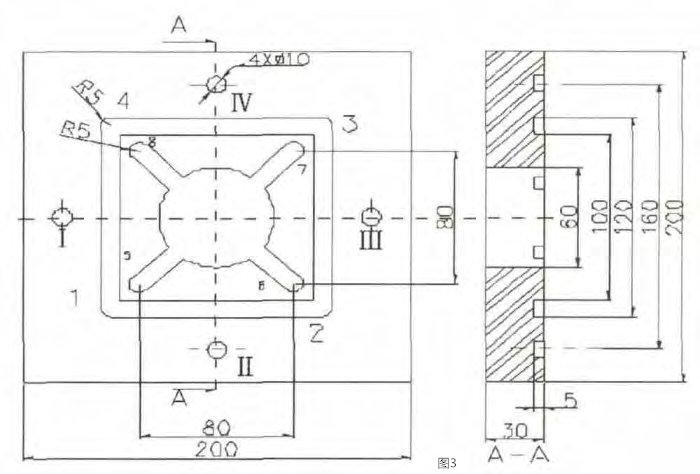
�C�Ͽ��]���N���أ��������S��(sh��)��㊴��Ď��`����O(sh��)��ʹ���ЈD�x�� SJ6000 �������x����ֱ�Ӝy��������ԇ��� ����D3��ʾ��������wë������(sh��)��200mm��200mm��30mm����X������ӹ��еľ��w����(sh��)�� ��ֱ���I��㊵� ��10mm���������S��(sh��)��㊴����S�D(zhu��n)�� 1000 r/min�������M�o�ٶȞ� 80 mm/min��������� �M������ӹ��ĕr������������˽����������`�����Ӱ�������ǰ��ɴ������ԇ�о��x��С�����������M�o�ļӹ�������
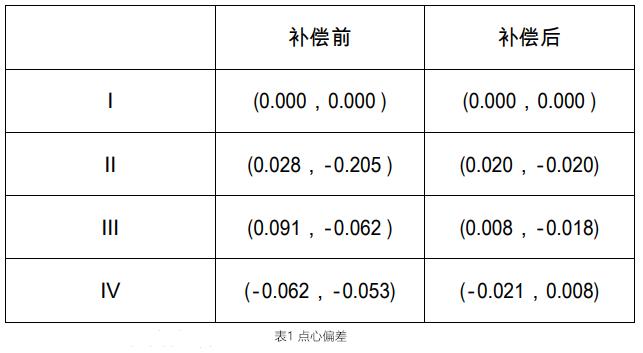
ֱ����ֵ�Ĝy���x�� DRAGON1075 ���ք������˜y���C�������y���c�x����D 3 ��ʾ��������߅ֱ�� (1,2,3,4) ���� ���Ǿ���5-7,6-8�������c��ƫ��Ĝy���t�x���������c���Ľ���һ���ֲ�����ϵ��������ڢ��c�����c������c�քe�y������λ�ã� �ڼӹ��y��ǰ��ע����^��������ֵ�͌��H�y��������ֵ����� ��Cԇ�������P(gu��n)����(sh��)����� 2 ��ʾ�����
�����σɂ�����(sh��)��(j��)���Կ������������(sh��)�ؙC���ڎ��`��ܛ���a����������C��ֱ���ӹ����ȺͶ��c�\�Ӿ��ȶ��õ�����ߡ�
���������Y(ji��)���Z
���`�C�������Ό�ܛ���a�����g(sh��)���õ����S��ʽ��(sh��)��㊴����`����������������mȻ�ܵ��z�y�O(sh��)��ɱ��͙z�y�a�����g(sh��)ˮƽ�����ƛ]�ĸ�������������Ԕ���z�y���a������������(sh��)��(j��)�Y(ji��)���@ʾ����ܛ���a�����g(sh��)����Ч��ߙC���ļӹ������������